

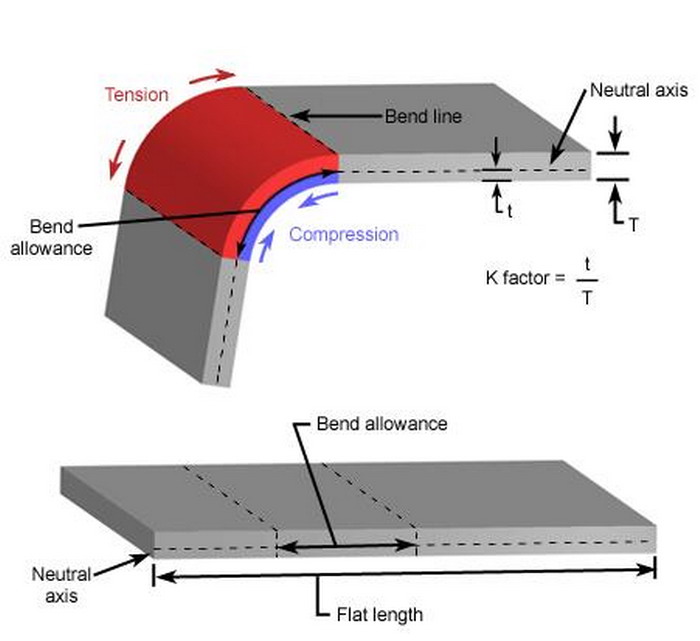
K faktor kao važan parametar za računanje razvijene forme lima.
Prilikom rada sa savijenim figurama od lima, u jednom trenutku nam je potreban izgled i razvijene konture tog lima. Pošto nam je to ulazni parametar koji trebamo iseći na laseru, waterjet ili nekoj drugoj mašini. Nakon isecanja tog komada on ide na savijanje i dobijamo željenu figuru. U zavisnosti od korišćenja odgovarajućeg K faktora dobićemo manje ili više tačnu razvijenu figuru.
Uzimanje odgovarajućeg K faktora zavisi od više parametara. Dva možda i najvažnija su R – radijus savijanja lima i t – debljina materijala. U odnosu na ove dve vrednosti vrši se odabir K faktora iz tablice. Tako na primer za odnos 1 izmedju radijusa i debljine lima (R = 1 i t = 1) za ove uslove K faktor bi iznosio 0,41. Ova vrednost je u velikoj meri korišćena za razvijanje lima. Jednim delom iz neznanja za određivanjem K faktora, a drugim što upravo ovo i jeste neki logičan odnos savijanja. Međutim, u nekim uslovima postoje i drugačiji odnosi.
Parametri u odnosu na različit odnos radijusa i debljine lima
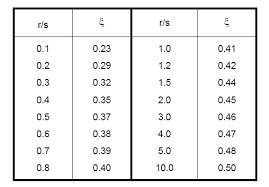
U nekim slučajevima, u zavisnosti pre svega od onoga što imamo u pogonu, zavisi i alat koji ćemo moći upotrebiti za savijanje određenog komada. Pošto smo već uslovljeni alatom koji imamo u pogonu, radijusa noža, odnosno prizme koje koristimo, samim tim nam zavisi i K faktor koji ćemo koristiti prilikom razvijanja lima. Ukoliko razvijamo recimo na R = 2, a lim koji treba da se razvija je t = 1, to znači da će nam ovaj odnos biti 0,45.
na ovaj način se određuju vrednosti za sve uslove koje imate u pogonu i zahteve od kupca. Takođe treba obratiti pažnju da razvijanje lima i uzimanje K faktora zavisi i od materijala koji koristite. Odnosno različiti su uslovi savijanja za S235, S355, aluminijum legure, hardox materijale itd. Molimo da ovo imate na umu prilikom razvijanja svojih komponenti. Takođe na internetu možete pronaći veliki broj tabela koje daju svoje neke parametre, budite oprezni sa tabelama koje koristite i za koje parametre.